- 1,840
- 628
- CPU
- Ryzen 7 2700X
- Scheda Madre
- Asus X470 Prime Pro
- HDD
- 2 x HDD 1TB + SSD Samsung 860EVO 250GB + 2xSSD Samsung 500GB/1TB nvme 970 EVO PLUS
- RAM
- 2 x Kingston HyperXFury 16GB 3200MHz
- GPU
- Nvidia Tesla M40 12GB + Nvidia GTX 1050 2GB
- Monitor
- LG 29WK600 29" Ultrawide HDR
- PSU
- Riotoro 650W
- Case
- Sharkoon TG5 White Edition
- Periferiche
- MX Master + Mastekeys lite L + AKG K92
- Net
- FTTH OF + Sophos XG + Fritz!Box 7490
- OS
- Windows 10 Pro
Ciao! benvenuto nella guida riguardante la stampa 3D. :figo:
Da tempo pensavo di realizzare una guida sulla Stampa 3D, che potesse chiarire le idee a chi guarda la stampa 3D con curiosità e vorrebbe farlo diventare un hobby o addirittura una professione.
Con questa guida tratterò le basi della stampa 3D (principalmente FDM) e i suoi fondamentali.
Vediamo gli argomenti che andremo a trattare:
INTRODUZIONE
1.Cosa è la stampa 3D
1a. Quali tipologie esistono
1b. Quali materiali si usano
1c. E' difficile? Le competenze richieste
DA DOVE SI INIZIA E COME SI STAMPA
2. Quali tipologie di stampante FDM esistono
2a. Scelta della stampante
3. Software e file richiesti
3a. Da dove si scaricano i file stl (file 3D)
4. Calibrazione della stampante
5. Manutenzione della stampante
PROBLEMI DI STAMPA
6. I vari problemi di stampa e come risolverli
LIVELLO AVANZATO
7. Come gestire la stampante da remoto
8. Gli upgrade
INTRODUZIONE
DA DOVE SI INIZIA E COME SI STAMPA
PROBLEMI DI STAMPA
!!ATTENZIONE!! Questa guida è un Work in progress !!ATTENZIONE!!:ok:
Grazie di aver letto la mia guida sulla stampa 3D spero ti sia stata utile e per qualunque problema o dubbio non esitare a commentare. :thanks:
Ringrazio Luca Barsanti di FoxSource 3D Printing per aver contribuito alla realizzazione di questa guida.
Da tempo pensavo di realizzare una guida sulla Stampa 3D, che potesse chiarire le idee a chi guarda la stampa 3D con curiosità e vorrebbe farlo diventare un hobby o addirittura una professione.
Con questa guida tratterò le basi della stampa 3D (principalmente FDM) e i suoi fondamentali.
Vediamo gli argomenti che andremo a trattare:
INTRODUZIONE
1.Cosa è la stampa 3D
1a. Quali tipologie esistono
1b. Quali materiali si usano
1c. E' difficile? Le competenze richieste
DA DOVE SI INIZIA E COME SI STAMPA
2. Quali tipologie di stampante FDM esistono
2a. Scelta della stampante
3. Software e file richiesti
3a. Da dove si scaricano i file stl (file 3D)
4. Calibrazione della stampante
5. Manutenzione della stampante
PROBLEMI DI STAMPA
6. I vari problemi di stampa e come risolverli
LIVELLO AVANZATO
7. Come gestire la stampante da remoto
8. Gli upgrade
INTRODUZIONE
1. Cosa è la stampa 3D?
La stampa 3D non è altro che un termine che indica la fabbricazione additiva , cioè un processo di costruzione di uno oggetto,strato per strato, controllato da un computer. E la tecnica ideale per costruire piccoli oggetti, giocattoli, materiale da hobby, modellismo e una infinità di cose limitata dalla sola fantasia del progettista . La peculiarità di questa tecnologia è che permette di realizzare oggetti impossibili da produrre con le tecniche tradizionali (basti pensare ad un oggetto sferico che contiene all’interno sfere di diametro piu’ piccole. Industrialemnte dovrebbero essere e prodotti tutti gli stampi delle parti, asseblarle insieme manualmente, e sigillarle con saldature o collanti, mentre con la stampa 3d questo processo puo’ essere gestito in un solo passaggio)
La stampa 3D non è altro che un termine che indica la fabbricazione additiva , cioè un processo di costruzione di uno oggetto,strato per strato, controllato da un computer. E la tecnica ideale per costruire piccoli oggetti, giocattoli, materiale da hobby, modellismo e una infinità di cose limitata dalla sola fantasia del progettista . La peculiarità di questa tecnologia è che permette di realizzare oggetti impossibili da produrre con le tecniche tradizionali (basti pensare ad un oggetto sferico che contiene all’interno sfere di diametro piu’ piccole. Industrialemnte dovrebbero essere e prodotti tutti gli stampi delle parti, asseblarle insieme manualmente, e sigillarle con saldature o collanti, mentre con la stampa 3d questo processo puo’ essere gestito in un solo passaggio)
1a. Quali tipologie esistono?
La stampa 3D si divide principalmente due sezioni: la stampa FDM (a filamento) e la stampa SLA (a resina).


La stampa 3D si divide principalmente due sezioni: la stampa FDM (a filamento) e la stampa SLA (a resina).
La stampa FDM (in inglese: Fused deposition modeling) è una tecnologia di produzione additiva usata comunemente per applicazioni di modellazione, prototipazione e produzione. La tecnologia fu sviluppata da S. Scott Crump alla fine degli anni ottanta e fu commercializzata negli anni '90 dalla Stratasys, di cui possiede il marchio commerciale.
L'FDM lavora su un principio "additivo" rilasciando il materiale su strati. Un filamento plastico (di cui parleremo dopo) è srotolato da una bobina, che fornisce il materiale ad un ugello di estrusione, con il quale è possibile gestire il flusso. L'ugello è riscaldato per poter sciogliere il materiale e può essere guidato sia in direzione orizzontale che verticale da un meccanismo di controllo numerico, cioè seguendo un percorso tracciato da un software CAM (computer-aided manufacturing).
Per favorire l'adesione di alcuni materiali al piano di stampa, si ricorre spesso all'impiego di piani riscaldati che contrastano la compressione dovuta al raffreddamento del materiale.
L'FDM lavora su un principio "additivo" rilasciando il materiale su strati. Un filamento plastico (di cui parleremo dopo) è srotolato da una bobina, che fornisce il materiale ad un ugello di estrusione, con il quale è possibile gestire il flusso. L'ugello è riscaldato per poter sciogliere il materiale e può essere guidato sia in direzione orizzontale che verticale da un meccanismo di controllo numerico, cioè seguendo un percorso tracciato da un software CAM (computer-aided manufacturing).
Per favorire l'adesione di alcuni materiali al piano di stampa, si ricorre spesso all'impiego di piani riscaldati che contrastano la compressione dovuta al raffreddamento del materiale.
La stampa 3D, chiamata anche stereolitografia, appartiene alla famiglia delle tecnologie di produzione additiva, anche conosciuta come fotopolimerizzazione in vasca. Questi apparecchi sono costruiti in base allo stesso principio usando una fonte di luce (un fascio laser o un proiettore) per polimerizzare la resina liquida e trasformarla in plastica dura. La principale differenza fisica consiste nella disposizione dei componenti principali quali la fonte di luce, la piattaforma di stampa e il serbatoio resina.
Le stampanti 3D SLA usano materiali termoindurenti e reattivi alla luce chiamati "resine". Quando le resine per stereolitografia vengono esposte alla luce con una determinata lunghezza d'onda, brevi catene molecolari si uniscono, polimerizzando i monomeri e gli oligomeri in geometrie solidificate rigide o flessibili.
Le parti stampate tramite stereolitografia presentano una migliore risoluzione e precisione, dettagli più accurati e finiture superficiali più lisce rispetto a tutte le altre tecnologie di stampa 3D, ma il vantaggio principale della stereolitografia è la versatilità.
Le stampanti 3D SLA usano materiali termoindurenti e reattivi alla luce chiamati "resine". Quando le resine per stereolitografia vengono esposte alla luce con una determinata lunghezza d'onda, brevi catene molecolari si uniscono, polimerizzando i monomeri e gli oligomeri in geometrie solidificate rigide o flessibili.
Le parti stampate tramite stereolitografia presentano una migliore risoluzione e precisione, dettagli più accurati e finiture superficiali più lisce rispetto a tutte le altre tecnologie di stampa 3D, ma il vantaggio principale della stereolitografia è la versatilità.
1b. Quali materiali si usano?
Esistono moltissimi materiali che si utilizzano nella stampa 3D:
Nella stampa FDM i più utilizzati sono:
_PLA: Filamento di plastica biodegradabile, non emette fumi tossici, è il più facile da stampare e il più utilizzato
_PETG: Filamento con grandi proprietà meccaniche, non emette fumi, più difficile da stampare rispetto al PLA
_ABS: Filamento di plastica proveniente dal petrolio, emette fumi tossici
_TPU: Filamento di plastica elastica, permette di creare oggetti flessibili/elastici, molto difficile da stampare, non tutte le stampanti lo possono stampare
Nella stampa SLA:
_Resina Fotopolimerica
Esistono moltissimi materiali che si utilizzano nella stampa 3D:
Nella stampa FDM i più utilizzati sono:
_PLA: Filamento di plastica biodegradabile, non emette fumi tossici, è il più facile da stampare e il più utilizzato
_PETG: Filamento con grandi proprietà meccaniche, non emette fumi, più difficile da stampare rispetto al PLA
_ABS: Filamento di plastica proveniente dal petrolio, emette fumi tossici
_TPU: Filamento di plastica elastica, permette di creare oggetti flessibili/elastici, molto difficile da stampare, non tutte le stampanti lo possono stampare
Nella stampa SLA:
_Resina Fotopolimerica
1c. E' difficile? Le competenze richieste
Si tende a pensare alla stampa 3D come ad un qualcosa di astruso e complicato, adatto solamente a nerd che precorrono i tempi. In realtà non è così! La stampa 3D seppur non la più semplice delle attività è veramente “per tutti”. L’unica dote richiesta è la voglia di mettersi in gioco ed imparare cose nuove.
Ormai esistono molti marchi che vendono macchine molto economiche totalmente pre-assemblate. Saranno necessarie solo pochissime operazioni preliminari e qualche regolazione per vedere crescere gli oggetti davanti ai nostri occhi, letteralmente! Ecco che sarà facile capire cosa fare con stampante 3d!
Si tende a pensare alla stampa 3D come ad un qualcosa di astruso e complicato, adatto solamente a nerd che precorrono i tempi. In realtà non è così! La stampa 3D seppur non la più semplice delle attività è veramente “per tutti”. L’unica dote richiesta è la voglia di mettersi in gioco ed imparare cose nuove.
Ormai esistono molti marchi che vendono macchine molto economiche totalmente pre-assemblate. Saranno necessarie solo pochissime operazioni preliminari e qualche regolazione per vedere crescere gli oggetti davanti ai nostri occhi, letteralmente! Ecco che sarà facile capire cosa fare con stampante 3d!
DA DOVE SI INIZIA E COME SI STAMPA
2. Quali tipologie di stampanti FDM esistono
Ora vediamo le tipologie di stampanti FDM:

_Stampanti cartesiane:
Le stampanti cartesiane sono senza dubbio le più diffuse. Il funzionamento è molto semplice e si articola su tre assi: X, Y e Z, determinando la posizione dell’estrusore. Nulla di nuovo, perché derivano dal funzionamento delle ben più conosciute macchine CNC.
Esistono infatti macchine multiuso in grado di stampare in 3D, fresare, tagliare a laser e molto altro, sostituendo la ‘testina’ a seconda dello scopo. Anche all’interno del gruppo di macchine cartesiane vanno però fatte delle distinzioni. Il fatto che si muovano sui tre assi non significa che funzionino tutte allo stesso modo. Alcune, come Ultimaker e Makerbot, hanno il piatto che si muove in altezza e l’estrusore che percorre X e Y. In altre invece, come le Prusa e Anycubic, il piatto si muove in Y mentre l’estrusore corre su X e Z.
_Stampanti delta:
Riconoscibili dalla loro forma, che in genere si sviluppa in verticale, hanno una struttura a base triangolare e il piatto di stampa circolare.
L’estrusore è ancorato da tre braccia che si muovono su guide verticali, lo scorrimento di questi determina il movimento su tutti e tre gli assi. Il piatto di stampa, quindi, resta sempre fermo nella sua posizione. Il vantaggio di questo tipodi meccanica sta nella maggiore velocità di movimento: le masse in gioco negli spostamenti sono molto ridotte – viene usato l’estrusore di tipo bowden – e il meccanismo di spostamento offre accelerazioni maggiori. Tra i punti a sfavore, possiamo invece segnalare il volume di stampa. A parità di volume di stampa, infatti, le delta sono molto più ingombranti delle cartesiane, a causa dell’ingombro delle aste a cui è ancorato l’estrusore. In generale, possiamo dire che il volume di ingombro della stampante 3D sarà sempre doppio rispetto al reale volume di stampa.
_Stampanti polari:
Il posizionamento dell’estrusore nelle stampanti polari non è dato dagli assi X, Y e Z, bensì dalla combinazione di un angolo e di una distanza. Il piano di stampa ruota su se stesso e si muove lungo un asse allo stesso tempo, mentre l’estrusore si muove solo in altezza. Risulta una stampante molto semplice e leggera nella sua costruzione, con un grande volume di stampa in rapporto all’ingombro totale della macchina.
Ora vediamo le tipologie di stampanti FDM:
_Stampanti cartesiane:
Le stampanti cartesiane sono senza dubbio le più diffuse. Il funzionamento è molto semplice e si articola su tre assi: X, Y e Z, determinando la posizione dell’estrusore. Nulla di nuovo, perché derivano dal funzionamento delle ben più conosciute macchine CNC.
Esistono infatti macchine multiuso in grado di stampare in 3D, fresare, tagliare a laser e molto altro, sostituendo la ‘testina’ a seconda dello scopo. Anche all’interno del gruppo di macchine cartesiane vanno però fatte delle distinzioni. Il fatto che si muovano sui tre assi non significa che funzionino tutte allo stesso modo. Alcune, come Ultimaker e Makerbot, hanno il piatto che si muove in altezza e l’estrusore che percorre X e Y. In altre invece, come le Prusa e Anycubic, il piatto si muove in Y mentre l’estrusore corre su X e Z.
_Stampanti delta:
Riconoscibili dalla loro forma, che in genere si sviluppa in verticale, hanno una struttura a base triangolare e il piatto di stampa circolare.
L’estrusore è ancorato da tre braccia che si muovono su guide verticali, lo scorrimento di questi determina il movimento su tutti e tre gli assi. Il piatto di stampa, quindi, resta sempre fermo nella sua posizione. Il vantaggio di questo tipodi meccanica sta nella maggiore velocità di movimento: le masse in gioco negli spostamenti sono molto ridotte – viene usato l’estrusore di tipo bowden – e il meccanismo di spostamento offre accelerazioni maggiori. Tra i punti a sfavore, possiamo invece segnalare il volume di stampa. A parità di volume di stampa, infatti, le delta sono molto più ingombranti delle cartesiane, a causa dell’ingombro delle aste a cui è ancorato l’estrusore. In generale, possiamo dire che il volume di ingombro della stampante 3D sarà sempre doppio rispetto al reale volume di stampa.
_Stampanti polari:
Il posizionamento dell’estrusore nelle stampanti polari non è dato dagli assi X, Y e Z, bensì dalla combinazione di un angolo e di una distanza. Il piano di stampa ruota su se stesso e si muove lungo un asse allo stesso tempo, mentre l’estrusore si muove solo in altezza. Risulta una stampante molto semplice e leggera nella sua costruzione, con un grande volume di stampa in rapporto all’ingombro totale della macchina.
2a. Scelta della stampante
Eccoci arrivati al punto dolente: La scelta della stampante 3d. Questa scelta è molto soggettiva perché varia in base alle proprie necessità, infatti i parametri da tenere in considerazione sono la grandezza del piatto di stampa, la tipologia di stampante (delta, cartesiane, resina...), la qualità della stampa, i materiali che si vuole utilizzare, il budget.
Se non avete familiarità con la stampa 3d e dovete prendere la prima stampante di consiglio senza dubbio una FDM perché è molto più semplice da utilizzare rispetto ad una SLA e inoltre vi permette di capire cosa è veramente la stampa 3D.
Per incominciare (anche se sono già stampanti di medio livello) vi consiglio di acquistare una stampante cartesiana ovvero una Anycubic Mega/Mega S oppure una Ender 3 che sono le più gettonate.
Le potete trovare su Ebay, Amazon oppure sui loro store ufficiali.
Eccoci arrivati al punto dolente: La scelta della stampante 3d. Questa scelta è molto soggettiva perché varia in base alle proprie necessità, infatti i parametri da tenere in considerazione sono la grandezza del piatto di stampa, la tipologia di stampante (delta, cartesiane, resina...), la qualità della stampa, i materiali che si vuole utilizzare, il budget.
Se non avete familiarità con la stampa 3d e dovete prendere la prima stampante di consiglio senza dubbio una FDM perché è molto più semplice da utilizzare rispetto ad una SLA e inoltre vi permette di capire cosa è veramente la stampa 3D.
Per incominciare (anche se sono già stampanti di medio livello) vi consiglio di acquistare una stampante cartesiana ovvero una Anycubic Mega/Mega S oppure una Ender 3 che sono le più gettonate.
Le potete trovare su Ebay, Amazon oppure sui loro store ufficiali.
3. Software e file richiesti
Partiamo dalla base. Anche se siete completamente nuovi al mondo della stampa 3D e della modellazione 3D dovreste avere chiaro cos’è un oggetto 3D (in caso contrario vi consigliamo di leggere la nostra Introduzione ai modelli 3D). Il termine “3D” viene utilizzato per descrivere un oggetto in un sistema di coordinate cartesiane X, Y, Z. X e Y rappresentano un piano, mentre l’asse Z definisce la profondità dello spazio. Ogni oggetto è composto da punti con coordinate diverse che ne definiscono l’esatta posizione sugli assi X, Y, Z e che, posizionati uno vicino all’altro, rappresentano un oggetto intero.
Stl è l'estensione file di un oggetto 3D
Quando guardiamo un oggetto 3D su un monitor di un computer quell’oggetto è chiamato “modello 3D” ed ogni punto che lo definisce è calcolato matematicamente. I calcoli matematici che definiscono un oggetto 3D e che lo rendono visibile sui nostri monitor sono risolti dai software di modellazione 3D, i quali permettono di realizzare oggetti 3D digitali.
Per creare e stampare modelli 3D avete bisogno di due tipi di software: 3D modeling/CAD software e Slicer.
Modellazione 3D / CAD software: sono i programmi utilizzati per modellare in 3D. La sigla “CAD” significa “Computer-Aided Design”, cioè disegno tecnico assistito dall’elaboratore. I sistemi di Computer Aided Design hanno come obiettivo la creazione di modelli, in genere 3D, di un oggetto. Con questo software si creano i file 3D STL, quindi un oggetto 3D. Il CAD serve per disegnare oggetti 3D. I CAD vi servono solamente se dovete crearvi voi degli oggetti, se li prendete da internet (per esempio da thingverse) vi basta solamente scaricare il file STL e fare lo slicing con lo slicer.
Slicing / CAM software: il “Computer-Aided Manufacturing“, che significa fabbricazione assistita da computer, converte i modelli 3D in comandi meccanici, i quali permetteranno alla stampante 3D di capire cosa deve fare e come deve muoversi. Il CAM software è comunemente chiamato “Slicer”.
In poche parole gli slicer convertono un file STL in un file GCODE,ovvero un file contenente i movimenti che dovrà effettuare la stampante.
Lo slicer più utilizzato e facile da utilizzare per le FDM è Cura.
Partiamo dalla base. Anche se siete completamente nuovi al mondo della stampa 3D e della modellazione 3D dovreste avere chiaro cos’è un oggetto 3D (in caso contrario vi consigliamo di leggere la nostra Introduzione ai modelli 3D). Il termine “3D” viene utilizzato per descrivere un oggetto in un sistema di coordinate cartesiane X, Y, Z. X e Y rappresentano un piano, mentre l’asse Z definisce la profondità dello spazio. Ogni oggetto è composto da punti con coordinate diverse che ne definiscono l’esatta posizione sugli assi X, Y, Z e che, posizionati uno vicino all’altro, rappresentano un oggetto intero.
Stl è l'estensione file di un oggetto 3D
Quando guardiamo un oggetto 3D su un monitor di un computer quell’oggetto è chiamato “modello 3D” ed ogni punto che lo definisce è calcolato matematicamente. I calcoli matematici che definiscono un oggetto 3D e che lo rendono visibile sui nostri monitor sono risolti dai software di modellazione 3D, i quali permettono di realizzare oggetti 3D digitali.
Per creare e stampare modelli 3D avete bisogno di due tipi di software: 3D modeling/CAD software e Slicer.
Modellazione 3D / CAD software: sono i programmi utilizzati per modellare in 3D. La sigla “CAD” significa “Computer-Aided Design”, cioè disegno tecnico assistito dall’elaboratore. I sistemi di Computer Aided Design hanno come obiettivo la creazione di modelli, in genere 3D, di un oggetto. Con questo software si creano i file 3D STL, quindi un oggetto 3D. Il CAD serve per disegnare oggetti 3D. I CAD vi servono solamente se dovete crearvi voi degli oggetti, se li prendete da internet (per esempio da thingverse) vi basta solamente scaricare il file STL e fare lo slicing con lo slicer.
Slicing / CAM software: il “Computer-Aided Manufacturing“, che significa fabbricazione assistita da computer, converte i modelli 3D in comandi meccanici, i quali permetteranno alla stampante 3D di capire cosa deve fare e come deve muoversi. Il CAM software è comunemente chiamato “Slicer”.
In poche parole gli slicer convertono un file STL in un file GCODE,ovvero un file contenente i movimenti che dovrà effettuare la stampante.
Lo slicer più utilizzato e facile da utilizzare per le FDM è Cura.
3a. Da dove si scaricano i file stl (file 3D)
I file STL (gli oggetti 3D) si possono scaricare da moltissimi siti sul web, il più popolare e ricco è Thingverse.
I file STL (gli oggetti 3D) si possono scaricare da moltissimi siti sul web, il più popolare e ricco è Thingverse.
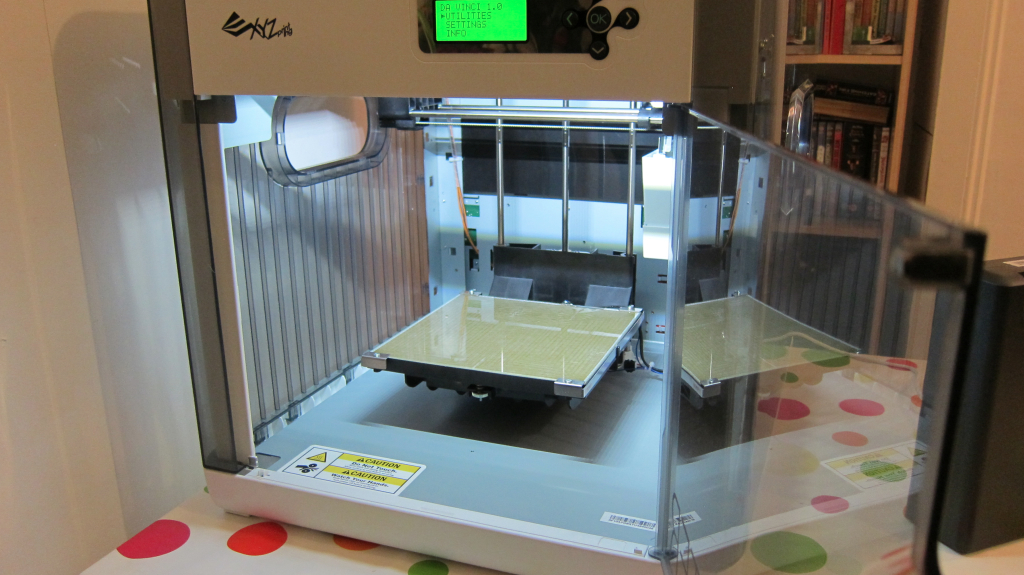
4. Calibrazione della stampante
La stampante non può funzionare perfettamente subito dopo averla tolta dalla scatola ma bisogna effettuare delle operazioni prelimirari:
_ Calibrazione del piatto:
Dopo circa 3/4 stampe è necessario calibrare il piatto (Vi invito a cercare un tutorial su youtube in base alla vostra stampante)
_Calibrazione degli Step/mm, flusso:
Allego un video di FoxSource 3D Printing che spiega come effettuare questa tipologia di calibrazione.
Ringrazio Luca Barsanti di FoxSource 3D Printing per aver contribuito alla realizzazione di questa guida.
La stampante non può funzionare perfettamente subito dopo averla tolta dalla scatola ma bisogna effettuare delle operazioni prelimirari:
_ Calibrazione del piatto:
Dopo circa 3/4 stampe è necessario calibrare il piatto (Vi invito a cercare un tutorial su youtube in base alla vostra stampante)
_Calibrazione degli Step/mm, flusso:
Allego un video di FoxSource 3D Printing che spiega come effettuare questa tipologia di calibrazione.
Ringrazio Luca Barsanti di FoxSource 3D Printing per aver contribuito alla realizzazione di questa guida.
5. Manutenzione della stampante
La manutenzione della stampante 3D è forse la cosa più importante per far funzionarla al meglio.
Allego un video di FoxSource 3D Printing che spiega come effettuare la manutenzione alla stampante 3D.
La manutenzione della stampante 3D è forse la cosa più importante per far funzionarla al meglio.
Allego un video di FoxSource 3D Printing che spiega come effettuare la manutenzione alla stampante 3D.
PROBLEMI DI STAMPA
6. I vari problemi di stampa e come risolverli
Molto spesso le stampe non vengono come ci aspettiamo, il pezzo si stacca, il nozzle non estrude a sufficenza ecc. ecc.
Warping - Curgling

Qual è il problema?
Alla base del modello ci sono più angoli sollevati in modo da essere tutti ugualmente aderenti alla base di stampa. Questo fenomeno può provocare incrinature orizzontali nella stampa.
Qual è la causa?
Il warping è un problema comune sopratutto con l'ABS, succede quando la plastica dei primi strati si raffredda e inizia ad indurirsi. Questo fa si che i bordi del modelli si pieghino.
La soluzione:
Utilizzare un piatto di stampa riscaldato per mantenere il filamento ad una temperatura appena sotto al livello che farebbe solidificare il materiale, in questo modo il primo strato rimane piatto e aderente al piano di stampa. La temperatura dovrebbe essere sui 100/110° per l'ABS.
Aumentare l'aderenza del primo livello stendendo una pellicola collosa in modo uniforme sul piatto di stampa
Assicurarsi che il piatto di stampa sia perfettamente livellato
NB: Anche se la stampante è fornita di un piatto riscaldato è sempre consigliato di usare uno strato colloso per livellare perfettamente il piano come lacca, colla stick, blue tape o buildtak.

Piede d'elefante

Si tratta dei rigonfiamenti alla base.
Qual è il problema?
La base dell'oggetto è più ampia del previsto.
Qual è la causa?
Per evitare deformazioni spesso accade di aumentare troppo la superficie del primo livello, questo può causare una sporgenza esterna, per questo l'effetto viene chiamato “piede di elefante”
Questo effetto può anche causato dall'eccessivo peso del modello che preme sui primi strati già da prima che i questi abbiano avuto modo di solidificarsi abbastanza. Succede in particolare in caso di piatto riscaldato.
La soluzione:
Non è facile trovare il giusto equilibrio tra l'evitare la deformazione e sbarazzarsi dell'effetto “piede di elefante”. Per ridurre al minimo i rigonfiamenti alla base dell'oggetto consigliamo di spostare l'ugello più lontano dal piano (ma non troppo lontano altrimenti la stampa non aderisce bene), abbassare leggermente la temperatura del piatto e aumentare i giri della ventola.
Se stai creando da te il tuo primo modello in 3D inizia utilizzando un piccolo smusso nella parte inferiore, inizia con 5mm e 45° e sperimenta fino ad ottenere il risultato migliore per le tue esigenze.
Problemi con il Primo Layer

Il primo livello è irregolare oppure deformazione a causa dell'ingombro troppo piccolo.
Qual è il problema?
Il primo strato non si attacca correttamente, il risultato è che alcune parti si staccano.
Qual è la causa?
Questi sono i segnali tipici che indicano che il piatto di stampa non è stato livellato correttamente. Se l'ugello si trova troppo lontano dal piano la superfice dell'oggetto mostrerà delle linee indesiderate oppure il primo strato non attaccherà direttamente alla base. Se invece l'ugello è troppo vicino il risultato è un rigonfiamento.
Inoltre il piatto di stampa deve essere il più pulito possibile, residui sul piano possono impedire al primo strato di aderire correttamente.
La soluzione:
Utilizzare il software della stampante per livellare il piatto di stampa o ricalibrarlo manualmente.
Pulire il piatto di stampa dai residui.
Le Parti Inferiori si Restringono (Lower Parts Shrink)

Qual è il problema?
La parte inferiore dell'oggetto risulta cava
Qual è la causa?
Questo avviene quando la temperatura del piatto è troppo alta
La plastica, quando viene riscaldata, si comporta come un elastico: in primo luogo si espande mentre raffreddandosi si restringe. Il calore del piatto aumenta solo fino ad una certa altezza (in relazione alla temperatura). Fino a questa altezza la plastica estrusa rimane più calda e malleabile rispetto al filamento posto oltre questa altezza. In questo modo il materiale rischia di cedere sott il peso degli strati superiori causando le cavità.
La soluzione:
Ridurre il calore del piatto. In alcune stampanti la temperatura del piatto è impostata a 75°C mentre la temperatura consigliata per il PLA è di 50-60°C. Inoltre, utilizzando la ventilazione durante la stampa l'aria verrà convogliata alla giusta altezza migliorando il risultato.
Quando si stampano piccoli modelli si consiglia di stampare sempre due copie.
Nel caso di stampe piuttosto grandi non è necessario ridurre la temperatura del piatto altrimenti i bordi tenderanno a deformarsi.
Stampe inclinate o bordi spostati (Layer Shifting/Skewed Prints / Shifted Layers)

Qual è il problema?
Gli strati superiori risultano spostati.
Qual è la causa?
Questo è causato dalla stampante:
la testina non si muove con facilità lungo le assi X e Y. Le assi non sono allineate correttamente al 100%. Una delle pulegge non è fissata correttamente all'asse.
La soluzione:
Spegnere la stampante e verificare se è possibile spostare la testina facilmente lungo gli assi direttamente con le mani. Se la testina si muove con difficoltà e in maniera rigida applica una goccia di olio (può andare bene quello per le macchine da cucire).
Verifica se le aste sono allineate correttamente: spostando la testina a sinistra e a destra e verificare che la distanza tra le pulegge sia uguale su entrambi i lati. Ripeti questa operazione sia per la parte anteriore che per la parte posteriore della stampante. Se noti un dislivello prova ad allentare le viti delle pulegge dell'asse in questione. Spingi il pattino fino a quando l'asse è nuovamente allineata, poi stingi di nuovo le viti.
Verifica se le viti che fissano le pulegge sono abbastanza strette. Se necessario stringile ancora di più.
Allineamento Livelli o Strati Disallineati (Layer Misalignment)

Qual è il problema?
Alcuni strati nell'area centrale dell'oggetto appaiono spostati.
Qual è la causa?
Le cinghie della stampante non sono ben strette
Il piatto superiore non fissato e oscilla in maniera indipendente rispetto alla base inferiore.
Una delle aste lungo l'asse Z non perfettamente allineata
La soluzione:
Controllare le cinghie e stringerle se necessario
Controllare il piano superiore e fissarlo, se necessario
Controllare le aste lungo l'asse Z e sostituire quelle che non sono dritti al 100%
Livelli Mancanti (Missing Layers)

Qual è il problema?
L'oggetto presenta dei vuoti dal momento che alcuni livelli non sono stati stampati (in parte o completamente)
Qual è la causa?
Per qualche motivo la stampante non è riuscita a fornire la quantità di filamento necessaria per stampare tutti i livelli perciò alcuni strati vengono a mancare. Il problema può essere nel filamento stesso (ad esempio in un diametro variabile), nella bobina oppure nell'ugello intasato.
Il piatto di stampa è temporaneamente bloccato. La causa: le aste verticali non sono perfettamente allineate con i cuscinetti
C'è un problema lungo l'asse Z o sui cuscinetti: l'asta potrebbe essere storta, sporca oppure eccessivamente oliata.
La soluzione:
Controllare le aste dei cuscinetti, consultare la documentazione della stampante e vedere dai parametri come correggere il danno. Ad esempio: se c'è troppo olio, rimuoverlo.
Se c'è un sospetto disallineamento tra i cuscinetti consultare il manuale della stampante anche in questo caso.
Potrebbe essere un problema di “non estrusione” e risolvere questo caso è più complicato: controllare la bobina del filamento e l'alimentatore. Fare alcune stampe di prova per vedere se il problema si ripete, questi tentativi saranno di suggerimento per capire dove cercare la soluzione.
Crepe nelle stampe alte (Cracks In Tall Objects)

Qual è il problema?
Ci sono crepe presenti sui lati degli oggetti, in particolari sulle forme più alte.
Qual è la causa?
Sui livelli superiori il materiale si raffredda velocemente perchè il calore del piatto non raggiunge gli strati più alti. In questo modo gli strati superiori aderiscono meno.
La soluzione:
Aumentare la temperatura dell'estrusore, iniziando anche da 10°C. Aumentare anche la temperatura del piatto di 5-10°C.
Pillowing

Qual è il problema?
La superficie presenta urti o addirittura buchi
Qual è la causa?
La principale causa è una ventilazione non corretta.
La superficie superiore non è abbastanza spessa
La soluzione:
Impostare le ventole di raffreddamento alla massima velocità curante la stampa delle superfici superiori
Assicurarsi che la superficie superiore dell'oggetto sia composta da almeno 6 strati
Stringing

Qual è il problema?
Tra le parti dell'oggetto emergono filamenti indesiderati di materiale
Qual è la causa?
Quando la testina di stampa si sposta lungo una parte cava (cosiddetto movimento in corsa) può capitare che alcune parti fi materiale sgocciolino dall'ugello.
La soluzione:
La maggior parte delle stampanti dispongono di una funzionalità di ritrazione. Quando la ritrazione è attiva la stampante ritrae il filamento già all'interno dell'ugello, prima che questo inizi il suo “viaggio”. In questo modo non esiste plastica in eccesso che possa gocciolare e produrre fili, quindi è importante abilitare sempre la ritrazione già dal software.
Sotto-estrusione (Under-extrusion)

Qual e' il problema?
La sotto-estrusione è quando la stampante non è in grado di fornire il materiale necessario (o abbastanza velocemente). La sotto-estrusione causa strati troppo sottili, strati con indesiderate lacune, o strati del tutto mancanti. (vedere Stampa 3D, Problema # 7).
Qual e' la causa?
Ci sono diverse possibili cause:
Il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di taglio
La quantità di materiale che viene estruso non e' sufficiente a causa delle impostazioni sbagliate del software di taglio.
Il flusso del materiale attraverso l'estrusore è limitato da sporcizia nell'ugello.
La soluzione:
In Simplify3D, si imposta il diametro del filamento nella finestra di dialogo Impostazioni di elaborazione Modifica.
Controllare il diametro del filamento e l'impostazione di diametro nel software di taglio - correggere l'impostazione del software, se necessario. Il diametro del filamento è stampato sulla bobina o sull'imballaggio: se non, misuralo utilizzando un calibro.
Se non vi è corrispondenza tra reale diametro del filamento e l'impostazione del software, il valore assegnato al moltiplicatore di estrusione (o la portata o flusso di compensazione) può essere troppo bassa. Aumentare il valore 5% per volta e riavviare la stampa. In Simplify3D aprire la finestra Modifica impostazioni di processo e andare alla scheda estrusore - l'impostazione del moltiplicatore di estrusione di 1.0 corrisponde al 100%; In Cura aprire la scheda materiale e aumentare l'impostazione di flusso (potrebbe essere necessario abilitare l'impostazione tramite la finestra di Preferenze di flusso).
Controllare per vedere se c'è un blocco parziale della bocchetta e rimuoverlo.
Sovra-estrusione (Over-extrusion)

Qual e' il problema?
Sovra-estrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato.
Qual e' la causa?
In genere, il valore del moltiplicatore di estrusione o Flow setting nel software di taglio è troppo alta (vedere la sezione precedente)
Possibili soluzioni:
Correggere il valore del moltiplicatore di estrusione o Flow setting nel software di taglio.
Un valore del flusso di estrusione oltre il 100% in Cura, può provocare un eccesso di estrusione; l'impostazione di flusso è visibile solo quando si seleziona l'opzione di flusso nelle Preferenze.
Lacune nella parte superiore della stampa (Gaps in the Top Layers)

Qual e' il problema?
Ci sono buchi o lacune negli strati superiori.
Qual e' la causa?
Per risparmiare materiale di stampa e velocità di stampa, l'interno di un modello non viene stampato solido al 100%. Invece, è stampata una sorta di riempimento, in genere solo il 30% del materiale, il resto del modello rimane vuoto. Solo gli strati superiori (e le pareti e il fondo) vengono stampati solidi al 100%. Le lacune negli strati superiori possono avere queste cause:
Ci sono troppi pochi strati superiori solidi.
La percentuale di riempimento (per gli interni) è troppo bassa.
Sotto-Estrusione (Stampa 3D, Problema # 11).
Possibili soluzioni:
La prima misura correttiva quando si notano fori o lacune nella superficie superiore: Aumentare il numero di strati superiori solidi nel software di taglio. Ci dovrebbero essere almeno 0,5 millimetri di strati solidi (quanti strati che significa che dipende dall'altezza layer). I primi strati solidi supplementari non aggiungono altezza al modello stampato. Quando si aumenta il numero da 3 a 5, per esempio, gli ultimi 5 strati vengono stampati solidi (anziché 3).
In Simplify3D, si aumenta il numero di strati solidi sulla scheda layer nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, utilizzare l'impostazione dello spessore del guscio nella scheda Qualità per aumentare gli strati solidi superiori (più gli strati inferiori solidi e le pareti esterne).
Quando gli spazi vuoti del modello sono troppo larghi, perché la percentuale di riempimento è solo - 10 o 20% - gli strati solidi possono collassare. Se l'aggiunta di più strati superiori solidi non risolve il problema, aumentare la percentuale di riempimento nel software di taglio. Ciò aumenterà pero' il consumo di filamento.
In Simplify3D, le opzioni di riempimento si trovano sulla scheda riempimento nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, troverete l'impostazione della densità di riempimento sulla scheda Infill.
Per correggere la sotto-estrusione torna sopra.
Linee Visibili sul primo strato (Visible Lines in the Bottom Layers)

Qual e' il problema?
Il primo strato ha linee visibili e distinte
Qual e' la causa?
Lo spazio tra la testina di stampa ed il piatto di stampa e' troppo largo.
Possibili soluzioni:
In Cura, è possibile aumentare lo spessore delle pareti esterne e gli strati superiore ed inferiore.
Assicurarsi che il piano di stampa sia livellato correttamente.
Ridurre l'altezza del primo strato - a seconda della stampante e del filamento utilizzato, si può scendere fino a 0,1 millimetri (Attenzione però che il letto di stampa sia perfettamente livellato).
Cicatrici sulla superficie superiore (Scars on the Top Surface)
Quelli che possono sembrare dei graffi sono invece il risultato dello sfregamento della testina sul modello.
Qual e' il problema?
Ci sono graffi visibili e cicatrici sulla superficie superiore del modello.
Qual e' la causa?
I segni sono causati dall'ugello che spostandosi sfrega sulla superficie superiore del modello.
Sono dei veri e propri graffi causati dallo sfregamento dell ugello sulla superficie.
Questi segni sono colature di plastica che si verificano quando l'ugello viaggia lungo tutta la superficie (ma non la tocca).
Possibili soluzioni:
Per evitare graffi e ridurre le colature: Aumentare il sollevamento verticale (o Z-hop). Questa impostazione controlla fino a che punto l'ugello viene sollevato sopra l'ultimo strato stampato quando si muove (senza stampare). In Simplify3D, si modifica questa impostazione sulla scheda dell estrusore della finestra di dialogo Impostazioni di elaborazione Modifica; assicurarsi che l'opzione di retrazione è abilitata e aumentare l'impostazione di sollevamento retrazione verticale. In Cura, impostare Abilita rientro e di svincolo Distanza (nella finestra delle preferenze) e di aumentare il valore di svincolo Distanza sulla scheda materiale.
Per ridurre di più le colature, impostare la stampante in modo da compiere una ritrazione prima di ogni spostamento della testina senza stampa. In Simplify3D, disabilitare il valore di "Solo ritrazione quando si attraversano spazi aperti" e di "viaggio minimo per le opzioni di retrazione" nella scheda Avanzate nella finestra di dialogo Modifica impostazioni di processo. In Cura, impostare la minima distanza da percorrere a 1 e l'estrusione minima a 0. Si prega di notare che questo aumenterà il tempo di stampa.
Il filamento non fuoriesce dagli ugelli (No Filament Comes Out of the Nozzle)
Qual e' il problema?
Il piano di stampa è vuoto! Non c'è nessun filamento che esce dalle testine di stampa.
Qual e' la causa?
L'ugello è intasato da materiale carbonizzato dai processi di stampa precedenti.
Vi è un problema con l'alimentatore di filamento. Il motore dell' alimentatore potrebbe essere difettoso, la pressione che l'alimentatore mette sul filamento è troppo bassa o il filamento è consumato.
Possibili soluzioni:
Se l'ugello è intasato, pulirlo secondo le istruzioni del produttore della stampante.
Se il motore è difettoso, va sostituito. Consultare la documentazione della stampante per vedere come e dove modificare le impostazioni di pressione - e controllare se le impostazioni siano corrette. Se il filamento è consumato, sostituirlo.
Tutti i crediti della sezione problemi di stampa vanno a: Emdishop
Molto spesso le stampe non vengono come ci aspettiamo, il pezzo si stacca, il nozzle non estrude a sufficenza ecc. ecc.
Warping - Curgling
Qual è il problema?
Alla base del modello ci sono più angoli sollevati in modo da essere tutti ugualmente aderenti alla base di stampa. Questo fenomeno può provocare incrinature orizzontali nella stampa.
Qual è la causa?
Il warping è un problema comune sopratutto con l'ABS, succede quando la plastica dei primi strati si raffredda e inizia ad indurirsi. Questo fa si che i bordi del modelli si pieghino.
La soluzione:
Utilizzare un piatto di stampa riscaldato per mantenere il filamento ad una temperatura appena sotto al livello che farebbe solidificare il materiale, in questo modo il primo strato rimane piatto e aderente al piano di stampa. La temperatura dovrebbe essere sui 100/110° per l'ABS.
Aumentare l'aderenza del primo livello stendendo una pellicola collosa in modo uniforme sul piatto di stampa
Assicurarsi che il piatto di stampa sia perfettamente livellato
NB: Anche se la stampante è fornita di un piatto riscaldato è sempre consigliato di usare uno strato colloso per livellare perfettamente il piano come lacca, colla stick, blue tape o buildtak.
Piede d'elefante
Si tratta dei rigonfiamenti alla base.
Qual è il problema?
La base dell'oggetto è più ampia del previsto.
Qual è la causa?
Per evitare deformazioni spesso accade di aumentare troppo la superficie del primo livello, questo può causare una sporgenza esterna, per questo l'effetto viene chiamato “piede di elefante”
Questo effetto può anche causato dall'eccessivo peso del modello che preme sui primi strati già da prima che i questi abbiano avuto modo di solidificarsi abbastanza. Succede in particolare in caso di piatto riscaldato.
La soluzione:
Non è facile trovare il giusto equilibrio tra l'evitare la deformazione e sbarazzarsi dell'effetto “piede di elefante”. Per ridurre al minimo i rigonfiamenti alla base dell'oggetto consigliamo di spostare l'ugello più lontano dal piano (ma non troppo lontano altrimenti la stampa non aderisce bene), abbassare leggermente la temperatura del piatto e aumentare i giri della ventola.
Se stai creando da te il tuo primo modello in 3D inizia utilizzando un piccolo smusso nella parte inferiore, inizia con 5mm e 45° e sperimenta fino ad ottenere il risultato migliore per le tue esigenze.
Problemi con il Primo Layer
Il primo livello è irregolare oppure deformazione a causa dell'ingombro troppo piccolo.
Qual è il problema?
Il primo strato non si attacca correttamente, il risultato è che alcune parti si staccano.
Qual è la causa?
Questi sono i segnali tipici che indicano che il piatto di stampa non è stato livellato correttamente. Se l'ugello si trova troppo lontano dal piano la superfice dell'oggetto mostrerà delle linee indesiderate oppure il primo strato non attaccherà direttamente alla base. Se invece l'ugello è troppo vicino il risultato è un rigonfiamento.
Inoltre il piatto di stampa deve essere il più pulito possibile, residui sul piano possono impedire al primo strato di aderire correttamente.
La soluzione:
Utilizzare il software della stampante per livellare il piatto di stampa o ricalibrarlo manualmente.
Pulire il piatto di stampa dai residui.
Le Parti Inferiori si Restringono (Lower Parts Shrink)
Qual è il problema?
La parte inferiore dell'oggetto risulta cava
Qual è la causa?
Questo avviene quando la temperatura del piatto è troppo alta
La plastica, quando viene riscaldata, si comporta come un elastico: in primo luogo si espande mentre raffreddandosi si restringe. Il calore del piatto aumenta solo fino ad una certa altezza (in relazione alla temperatura). Fino a questa altezza la plastica estrusa rimane più calda e malleabile rispetto al filamento posto oltre questa altezza. In questo modo il materiale rischia di cedere sott il peso degli strati superiori causando le cavità.
La soluzione:
Ridurre il calore del piatto. In alcune stampanti la temperatura del piatto è impostata a 75°C mentre la temperatura consigliata per il PLA è di 50-60°C. Inoltre, utilizzando la ventilazione durante la stampa l'aria verrà convogliata alla giusta altezza migliorando il risultato.
Quando si stampano piccoli modelli si consiglia di stampare sempre due copie.
Nel caso di stampe piuttosto grandi non è necessario ridurre la temperatura del piatto altrimenti i bordi tenderanno a deformarsi.
Stampe inclinate o bordi spostati (Layer Shifting/Skewed Prints / Shifted Layers)
Qual è il problema?
Gli strati superiori risultano spostati.
Qual è la causa?
Questo è causato dalla stampante:
la testina non si muove con facilità lungo le assi X e Y. Le assi non sono allineate correttamente al 100%. Una delle pulegge non è fissata correttamente all'asse.
La soluzione:
Spegnere la stampante e verificare se è possibile spostare la testina facilmente lungo gli assi direttamente con le mani. Se la testina si muove con difficoltà e in maniera rigida applica una goccia di olio (può andare bene quello per le macchine da cucire).
Verifica se le aste sono allineate correttamente: spostando la testina a sinistra e a destra e verificare che la distanza tra le pulegge sia uguale su entrambi i lati. Ripeti questa operazione sia per la parte anteriore che per la parte posteriore della stampante. Se noti un dislivello prova ad allentare le viti delle pulegge dell'asse in questione. Spingi il pattino fino a quando l'asse è nuovamente allineata, poi stingi di nuovo le viti.
Verifica se le viti che fissano le pulegge sono abbastanza strette. Se necessario stringile ancora di più.
Allineamento Livelli o Strati Disallineati (Layer Misalignment)
Qual è il problema?
Alcuni strati nell'area centrale dell'oggetto appaiono spostati.
Qual è la causa?
Le cinghie della stampante non sono ben strette
Il piatto superiore non fissato e oscilla in maniera indipendente rispetto alla base inferiore.
Una delle aste lungo l'asse Z non perfettamente allineata
La soluzione:
Controllare le cinghie e stringerle se necessario
Controllare il piano superiore e fissarlo, se necessario
Controllare le aste lungo l'asse Z e sostituire quelle che non sono dritti al 100%
Livelli Mancanti (Missing Layers)
Qual è il problema?
L'oggetto presenta dei vuoti dal momento che alcuni livelli non sono stati stampati (in parte o completamente)
Qual è la causa?
Per qualche motivo la stampante non è riuscita a fornire la quantità di filamento necessaria per stampare tutti i livelli perciò alcuni strati vengono a mancare. Il problema può essere nel filamento stesso (ad esempio in un diametro variabile), nella bobina oppure nell'ugello intasato.
Il piatto di stampa è temporaneamente bloccato. La causa: le aste verticali non sono perfettamente allineate con i cuscinetti
C'è un problema lungo l'asse Z o sui cuscinetti: l'asta potrebbe essere storta, sporca oppure eccessivamente oliata.
La soluzione:
Controllare le aste dei cuscinetti, consultare la documentazione della stampante e vedere dai parametri come correggere il danno. Ad esempio: se c'è troppo olio, rimuoverlo.
Se c'è un sospetto disallineamento tra i cuscinetti consultare il manuale della stampante anche in questo caso.
Potrebbe essere un problema di “non estrusione” e risolvere questo caso è più complicato: controllare la bobina del filamento e l'alimentatore. Fare alcune stampe di prova per vedere se il problema si ripete, questi tentativi saranno di suggerimento per capire dove cercare la soluzione.
Crepe nelle stampe alte (Cracks In Tall Objects)
Qual è il problema?
Ci sono crepe presenti sui lati degli oggetti, in particolari sulle forme più alte.
Qual è la causa?
Sui livelli superiori il materiale si raffredda velocemente perchè il calore del piatto non raggiunge gli strati più alti. In questo modo gli strati superiori aderiscono meno.
La soluzione:
Aumentare la temperatura dell'estrusore, iniziando anche da 10°C. Aumentare anche la temperatura del piatto di 5-10°C.
Pillowing
Qual è il problema?
La superficie presenta urti o addirittura buchi
Qual è la causa?
La principale causa è una ventilazione non corretta.
La superficie superiore non è abbastanza spessa
La soluzione:
Impostare le ventole di raffreddamento alla massima velocità curante la stampa delle superfici superiori
Assicurarsi che la superficie superiore dell'oggetto sia composta da almeno 6 strati
Stringing
Qual è il problema?
Tra le parti dell'oggetto emergono filamenti indesiderati di materiale
Qual è la causa?
Quando la testina di stampa si sposta lungo una parte cava (cosiddetto movimento in corsa) può capitare che alcune parti fi materiale sgocciolino dall'ugello.
La soluzione:
La maggior parte delle stampanti dispongono di una funzionalità di ritrazione. Quando la ritrazione è attiva la stampante ritrae il filamento già all'interno dell'ugello, prima che questo inizi il suo “viaggio”. In questo modo non esiste plastica in eccesso che possa gocciolare e produrre fili, quindi è importante abilitare sempre la ritrazione già dal software.
Sotto-estrusione (Under-extrusion)
Qual e' il problema?
La sotto-estrusione è quando la stampante non è in grado di fornire il materiale necessario (o abbastanza velocemente). La sotto-estrusione causa strati troppo sottili, strati con indesiderate lacune, o strati del tutto mancanti. (vedere Stampa 3D, Problema # 7).
Qual e' la causa?
Ci sono diverse possibili cause:
Il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di taglio
La quantità di materiale che viene estruso non e' sufficiente a causa delle impostazioni sbagliate del software di taglio.
Il flusso del materiale attraverso l'estrusore è limitato da sporcizia nell'ugello.
La soluzione:
In Simplify3D, si imposta il diametro del filamento nella finestra di dialogo Impostazioni di elaborazione Modifica.
Controllare il diametro del filamento e l'impostazione di diametro nel software di taglio - correggere l'impostazione del software, se necessario. Il diametro del filamento è stampato sulla bobina o sull'imballaggio: se non, misuralo utilizzando un calibro.
Se non vi è corrispondenza tra reale diametro del filamento e l'impostazione del software, il valore assegnato al moltiplicatore di estrusione (o la portata o flusso di compensazione) può essere troppo bassa. Aumentare il valore 5% per volta e riavviare la stampa. In Simplify3D aprire la finestra Modifica impostazioni di processo e andare alla scheda estrusore - l'impostazione del moltiplicatore di estrusione di 1.0 corrisponde al 100%; In Cura aprire la scheda materiale e aumentare l'impostazione di flusso (potrebbe essere necessario abilitare l'impostazione tramite la finestra di Preferenze di flusso).
Controllare per vedere se c'è un blocco parziale della bocchetta e rimuoverlo.
Sovra-estrusione (Over-extrusion)
Qual e' il problema?
Sovra-estrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato.
Qual e' la causa?
In genere, il valore del moltiplicatore di estrusione o Flow setting nel software di taglio è troppo alta (vedere la sezione precedente)
Possibili soluzioni:
Correggere il valore del moltiplicatore di estrusione o Flow setting nel software di taglio.
Un valore del flusso di estrusione oltre il 100% in Cura, può provocare un eccesso di estrusione; l'impostazione di flusso è visibile solo quando si seleziona l'opzione di flusso nelle Preferenze.
Lacune nella parte superiore della stampa (Gaps in the Top Layers)
Qual e' il problema?
Ci sono buchi o lacune negli strati superiori.
Qual e' la causa?
Per risparmiare materiale di stampa e velocità di stampa, l'interno di un modello non viene stampato solido al 100%. Invece, è stampata una sorta di riempimento, in genere solo il 30% del materiale, il resto del modello rimane vuoto. Solo gli strati superiori (e le pareti e il fondo) vengono stampati solidi al 100%. Le lacune negli strati superiori possono avere queste cause:
Ci sono troppi pochi strati superiori solidi.
La percentuale di riempimento (per gli interni) è troppo bassa.
Sotto-Estrusione (Stampa 3D, Problema # 11).
Possibili soluzioni:
La prima misura correttiva quando si notano fori o lacune nella superficie superiore: Aumentare il numero di strati superiori solidi nel software di taglio. Ci dovrebbero essere almeno 0,5 millimetri di strati solidi (quanti strati che significa che dipende dall'altezza layer). I primi strati solidi supplementari non aggiungono altezza al modello stampato. Quando si aumenta il numero da 3 a 5, per esempio, gli ultimi 5 strati vengono stampati solidi (anziché 3).
In Simplify3D, si aumenta il numero di strati solidi sulla scheda layer nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, utilizzare l'impostazione dello spessore del guscio nella scheda Qualità per aumentare gli strati solidi superiori (più gli strati inferiori solidi e le pareti esterne).
Quando gli spazi vuoti del modello sono troppo larghi, perché la percentuale di riempimento è solo - 10 o 20% - gli strati solidi possono collassare. Se l'aggiunta di più strati superiori solidi non risolve il problema, aumentare la percentuale di riempimento nel software di taglio. Ciò aumenterà pero' il consumo di filamento.
In Simplify3D, le opzioni di riempimento si trovano sulla scheda riempimento nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, troverete l'impostazione della densità di riempimento sulla scheda Infill.
Per correggere la sotto-estrusione torna sopra.
Linee Visibili sul primo strato (Visible Lines in the Bottom Layers)
Qual e' il problema?
Il primo strato ha linee visibili e distinte
Qual e' la causa?
Lo spazio tra la testina di stampa ed il piatto di stampa e' troppo largo.
Possibili soluzioni:
In Cura, è possibile aumentare lo spessore delle pareti esterne e gli strati superiore ed inferiore.
Assicurarsi che il piano di stampa sia livellato correttamente.
Ridurre l'altezza del primo strato - a seconda della stampante e del filamento utilizzato, si può scendere fino a 0,1 millimetri (Attenzione però che il letto di stampa sia perfettamente livellato).
Cicatrici sulla superficie superiore (Scars on the Top Surface)
Quelli che possono sembrare dei graffi sono invece il risultato dello sfregamento della testina sul modello.
Qual e' il problema?
Ci sono graffi visibili e cicatrici sulla superficie superiore del modello.
Qual e' la causa?
I segni sono causati dall'ugello che spostandosi sfrega sulla superficie superiore del modello.
Sono dei veri e propri graffi causati dallo sfregamento dell ugello sulla superficie.
Questi segni sono colature di plastica che si verificano quando l'ugello viaggia lungo tutta la superficie (ma non la tocca).
Possibili soluzioni:
Per evitare graffi e ridurre le colature: Aumentare il sollevamento verticale (o Z-hop). Questa impostazione controlla fino a che punto l'ugello viene sollevato sopra l'ultimo strato stampato quando si muove (senza stampare). In Simplify3D, si modifica questa impostazione sulla scheda dell estrusore della finestra di dialogo Impostazioni di elaborazione Modifica; assicurarsi che l'opzione di retrazione è abilitata e aumentare l'impostazione di sollevamento retrazione verticale. In Cura, impostare Abilita rientro e di svincolo Distanza (nella finestra delle preferenze) e di aumentare il valore di svincolo Distanza sulla scheda materiale.
Per ridurre di più le colature, impostare la stampante in modo da compiere una ritrazione prima di ogni spostamento della testina senza stampa. In Simplify3D, disabilitare il valore di "Solo ritrazione quando si attraversano spazi aperti" e di "viaggio minimo per le opzioni di retrazione" nella scheda Avanzate nella finestra di dialogo Modifica impostazioni di processo. In Cura, impostare la minima distanza da percorrere a 1 e l'estrusione minima a 0. Si prega di notare che questo aumenterà il tempo di stampa.
Il filamento non fuoriesce dagli ugelli (No Filament Comes Out of the Nozzle)
Qual e' il problema?
Il piano di stampa è vuoto! Non c'è nessun filamento che esce dalle testine di stampa.
Qual e' la causa?
L'ugello è intasato da materiale carbonizzato dai processi di stampa precedenti.
Vi è un problema con l'alimentatore di filamento. Il motore dell' alimentatore potrebbe essere difettoso, la pressione che l'alimentatore mette sul filamento è troppo bassa o il filamento è consumato.
Possibili soluzioni:
Se l'ugello è intasato, pulirlo secondo le istruzioni del produttore della stampante.
Se il motore è difettoso, va sostituito. Consultare la documentazione della stampante per vedere come e dove modificare le impostazioni di pressione - e controllare se le impostazioni siano corrette. Se il filamento è consumato, sostituirlo.
Tutti i crediti della sezione problemi di stampa vanno a: Emdishop
!!ATTENZIONE!! Questa guida è un Work in progress !!ATTENZIONE!!:ok:
Grazie di aver letto la mia guida sulla stampa 3D spero ti sia stata utile e per qualunque problema o dubbio non esitare a commentare. :thanks:
Ringrazio Luca Barsanti di FoxSource 3D Printing per aver contribuito alla realizzazione di questa guida.
Ultima modifica:


